
Окраска для металлических изделий — процедура совершенно необходимая. Тонкий, но прочный слой краски способен надолго предохранить поверхность от соприкосновения с влагой и, следовательно, возникновения коррозии. Поэтому металлические поверхности красили всегда, используя в основном, масляные краски. Собственно — красят и до сих пор, особенно, если надо что-то покрасить самому и один раз в несколько лет.
Но вот в промышленном варианте масляные краски имеют ряд существенных недостатков, а именно:
- пожароопасность (поскольку в основе масляных красок лежат горючие и легко воспламеняющиеся вещества)
- низкая экологичность (поскольку растворители и основы для масляных красок загрязняют окружающую среду очень сильно).
Не беремся судить, какой из этих недостатков пробудил в специалистах интерес к новой технологии, но факт остается фактом — с середины 70-х годов прошлого века все более популярной становится порошковый способ окраски металлов.
Что такое порошковые краски?
 Порошковая краска — это смесь из очень мелких (от 10 до 100 микрометров) твёрдых частиц, представляющих собой пигменты, пленкообразующие смолы, наполнители и специальные добавки. Главное их достоинство — отсутствие «мокрой» основы и необходимости в растворителях. Они подходят для покраски любых металлических поверхностей — от холодильников и велосипедов до листового железа. К тому же порошковыми красками можно покрыть такие поверхности, которые для других видов красок просто недоступны — внутренние части труб, которые должны выдерживать высокое давление и большую температуру.
Порошковая краска — это смесь из очень мелких (от 10 до 100 микрометров) твёрдых частиц, представляющих собой пигменты, пленкообразующие смолы, наполнители и специальные добавки. Главное их достоинство — отсутствие «мокрой» основы и необходимости в растворителях. Они подходят для покраски любых металлических поверхностей — от холодильников и велосипедов до листового железа. К тому же порошковыми красками можно покрыть такие поверхности, которые для других видов красок просто недоступны — внутренние части труб, которые должны выдерживать высокое давление и большую температуру.
Преимущества порошкового окрашивания
Во-первых — состав порошковых красок, как уже говорилось, не входят растворители. Это помогает избежать проблем с пожарной охраной и позволяет экономить время на подготовке красок к использованию. Порошковым краскам также не нужны особые помещения с противопожарной сигнализацией.
Во-вторых — порошок, не приставший к поверхности, не теряется и может быть возвращен в дело при помощи систем рекуперации. Таким образом, потери красящего вещества не будут в итоге больше 2-4% (жидких красок может теряться до половины объема 40-50%).
В-третьих — поверхность металла не нуждается в предварительной грунтовке, краска наносится в один слой, и не требует длительной сушки. Весь процесс занимает 1,5-2 часа, а переход с краски одного цвета на другой проходит гораздо быстрее, чем в “жидком» варианте.
Какие они бывают?
В зависимости от механизма пленкообразования выделяют две большие группы порошковых красок: термопластичные и термореактивные.
Они различаются по способу образования красочной плёнки:
- термопластичные составы просто плавятся и застывают на горячей поверхности
- составные части термореактивных составов вступают между собой в химические реакции
Термопластические краски создают пленки, некоторые из которых оказываются растворимыми.
К ним относятся порошковые краски на основе поливинилбутираля, полиамида, поливинилхлорида и полиэтилена
| Основной компонент | Свойства покрытия | Устойчивость к средам | Где применяются | Недостатки |
| Поливинил бутираль | Электроизоляция Нерастворимость в бензине Стойкость к абразивному истиранию | Выдерживают соленую и пресную воду при комнатной температуре | Защитно -декоративные покраски внутри помещений | Растворимы в горячей воде |
| Поливинил хлорид | Стойкость к истиранию Стойкость к проникновению влаги | Устойчивы к действиям моющих средств и атмосферных осадков | Защитно-декоративное окрашивание объектов на открытом воздухе и внутри помещений | |
| Полиамид | Стойкость к истиранию Стойкость к проникновению влаги | Устойчивы к воздействию растворителей и истиранию | Для наружных и внутренних покрасочных работ | |
| Полиэлифины | Электроизоляция Стойкость к проникновению влаги | Устойчивы к воздействию растворителей и истиранию | Для наружных и внутренних покрасочных работ | Склонность покрытия к растрескиванию |
Термореактивные краски включают порошковые составы, произведенные на основе полиэфирной и эпоксидной смолы, полиуретана и акрилатов.
ти краски лучше всего годятся для окраски металлических изделий, применяемых в строительстве и машиностроении.
| Основной компонент | Свойства покрытия | Устойчивость к средам | Где применяются | Недостатки |
| Эпоксидная смола | Прочность покрытия Высокая адгезия на металле | Устойчивы к растворителям | В машиностроении для покраски машин, работающих в помещении | Желтеют при перегреве Разлагаются под воздействием ультрафиолета |
| Полиэфирные смолы | Прочность покрытия Высокая адгезия на металле | Устойчивы к высоким температурам | В машиностроении для покраски машин, работающих под открытым небом | Желтеют под воздействием ультрафиолета |
| Полиуретан | Прочность покрытия Устойчивость к истиранию Шелковистая поверхность | Устойчиво к растворителям, жидкому топливу, минеральным маслам, атмосферным осадкам | В машиностроении для покраски машин, работающих под открытым небом | |
| Акрилат | Прочность покрытия Устойчивость к истиранию Глянцевая поверхность | Устойчивы к щелочам Устойчивы к высоким температурам | В машиностроении для покраски машин, работающих под открытым небом |
Технология покраски и оборудование
Технология порошкового окрашивания включает в себя три этапа:
- Подготовка поверхности к окраске;
- Нанесение порошковой краски;
- Полимеризация.
Для каждого из них предусмотрено свое оборудование. Предварительная подготовка поверхности — самый трудоемкий процесс, который, впрочем, будет менее всего затратен при подготовке «чистых» поверхностей «свежего» проката, которые ранее не окрашивались.
На этой стадии для нового проката потребуются шлифовальные машины или просто стальные щетки для удаления ржавчины. Ну и еще влажные тряпки и раствор уксусной кислоты для удаления следов жира.
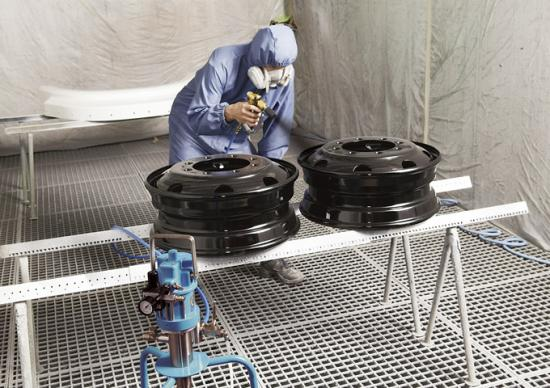
Для нанесения (напыления) порошковой краски потребуются как минимум специальный «пистолет» и камера напыления (как максимум при поточной организации процесса).
 Напылительные пистолеты — абсолютно необходимое и достаточно дорогостоящее оборудование, цены на них колеблются от 10 до 25 тысяч рублей. Их действие основано на сообщении красящему порошку электростатического заряда. Частицы порошка, которые под давлением «выстреливает» пистолет, пролетают вблизи коронирующего электрода, и получают при этом электрический заряд, достаточный для прилипания к окрашиваемой поверхности.
Напылительные пистолеты — абсолютно необходимое и достаточно дорогостоящее оборудование, цены на них колеблются от 10 до 25 тысяч рублей. Их действие основано на сообщении красящему порошку электростатического заряда. Частицы порошка, которые под давлением «выстреливает» пистолет, пролетают вблизи коронирующего электрода, и получают при этом электрический заряд, достаточный для прилипания к окрашиваемой поверхности.
Среди специалистов наиболее популярны распылительные пистолеты «Старт–50» и «Квант». Без них не обходится не одно производство, связанное с применением порошковых красок.
 Камеры напыления необходимы там, где процесс покраски поставлен на промышленную основу. Они почти всегда имеют в комплекте рекуператором (то есть устройство, для сбора красящего порошка и его повторного использования), блоком фильтрации, блоком фильтров второй ступени очистки (выброс воздуха обратно в цех). Это оборудование позволяет свести к минимуму непроизводительные потери краски.
Камеры напыления необходимы там, где процесс покраски поставлен на промышленную основу. Они почти всегда имеют в комплекте рекуператором (то есть устройство, для сбора красящего порошка и его повторного использования), блоком фильтрации, блоком фильтров второй ступени очистки (выброс воздуха обратно в цех). Это оборудование позволяет свести к минимуму непроизводительные потери краски.
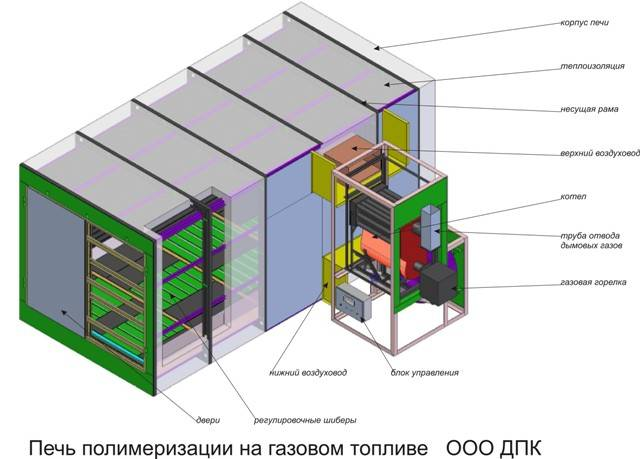
Для окончательного оформления красочного слоя потребуются еще печи полимеризации — то есть закрытые камеры, в которых происходит нагрев изделия до температуры «спекания» частиц краски.
Печи полимеризации — главный инструмент при порошковом окрашивании, их параметры определяют предельный размер детали, которую можно покрасить порошковой краской.
 По объему и типу работы камеры напыления можно разделит на однопостовые (для окраски небольших партий мелких изделий) двухпостовые валетные ( для двусторонней окраски длинномерных тяжелых изделий) двухпостовые односторонние (для окраски длинных трубчатые и больших партий мелких изделий) проходные (обеспечивающие непрерывный процесс покраски по принципу конвейра); тупиковые (работающие по циклу загрузка-разгрузка) Кроме того, процесс окрасочного производства требует создания транспортной системы, которая должна обеспечивать «фронт работ» для покрасчиков и операторов печей полимеризации.
По объему и типу работы камеры напыления можно разделит на однопостовые (для окраски небольших партий мелких изделий) двухпостовые валетные ( для двусторонней окраски длинномерных тяжелых изделий) двухпостовые односторонние (для окраски длинных трубчатые и больших партий мелких изделий) проходные (обеспечивающие непрерывный процесс покраски по принципу конвейра); тупиковые (работающие по циклу загрузка-разгрузка) Кроме того, процесс окрасочного производства требует создания транспортной системы, которая должна обеспечивать «фронт работ» для покрасчиков и операторов печей полимеризации.
Ручные транспортные системы (как правило это три транспортные тележки).
Их удобно использовать, когда речь идет о печи полимеризации с производственным циклом в 25-30 минут и партиях мелких изделий разных размеров, которые маляр может переместить самостоятельно.
Ручные транспортные системы без перевешивания.
Они удобны для окраски тяжелых, крупногабаритных изделий, которые нельзя переместить вручную.
Автоматические транспортные системы.
Они имеют смысл там, где работает конвейер, а все окрашиваемые изделия имеют одинаковый размер и форму — то есть в проходных печах полимеризации.
Таким образом, технология нанесения порошковой краски требует учитывать следующие особенности процесса:
- качественная покраска возможна только в цеховых условиях с использованием специального оборудования;
- окрашивать можно только изделия из термостойких материалов (поскольку температура полимеризации составляет от 180 до 200°С);
- размер изделий, которые можно окрасить таким способом ограничены габаритами камеры в печи полимеризации.

Последнее обстоятельства накладывает некоторые ограничения на окраску металлических изделий больших размеров (крупногабаритных листов проката, длинных труб малого диаметра и т.д.), но зато открывает огромные возможности для нанесения прочного и договечного красочного слоя на автомобильные диски, строительные профилей, фурнитуру, профлисты, металлочерепицу и другие метизы.
Видео по теме:




